AISI 01 Ground Flat Stock is an oil hardening, low distortion, precision ground high integrity cold work tool steel widely used to manufacture numerous types of industrial tooling.
The main characteristics and properties of the material are:
- High as-quenched hardness
- Low dimensional movement or distortion after hardening
- Hardens from a relatively low hardening temperature
- Good machinability in the as supplied condition
These properties are due to the balanced steel composition, which is high carbon steel with other steel elements such as manganese, giving some of the properties mentioned above. Elements of steel include Tungsten, Chromium and Vanadium give the steel increased wear resistance, hardenability and the ability to resist grain growth. The steel is supplied in the fully annealed condition with a maximum Brinell hardness of 229HB (50 Tons per Sq. In. Tensile Strength).
Nominal Chemical Composition
| Carbon | 0.95% |
| Manganese | 1.20% |
| Chromium | 0.50% |
| Tungsten | 0.50% |
| Vanadium | 0.20% |
| Silicon | 0.25% |
| S&P upto | 0.035% max |
The steel conforms to AISI 01, BS4659 B01, Din Werkstoff No. 1.2510.
AISI 01 Ground Flat Stock Applications
- Blanking dies
- Form tools
- Punches
- Gauge blocks
- Gauges
- Taps
- Dies
- Jigs & Fixtures
Form of supply
AISI 01 Ground Flat Stock is supplied in the following size range:
| Imperial | Metric | |
| Thickness | 1/32″ – 2″ | 1mm – 50mm |
| Width | 1/4″ – 14″ | 6mm – 350mm |
| Length | 18″, 36″ | 500mm – 1000mm |
The steel is protected against corrosion when stored indoors under average conditions for up to 6 months and longer if stored in a good, dry environment with undamaged packaging.
For more information about our ground flat stock and other tool steel solutions, call (+44)114 233 5291 to speak to a member of our team.
AISI 01 Ground Flat Stock Heat Treatment
Annealing
O1 steel is supplied in the annealed condition but if it is necessary to re-anneal, the parts should be given some protection such as packing in cast iron turnings. The parts should then be heated to 780° – 800° C, equalised to ensure through heating and held at this temperature for a further 1 hour. Following this, the work is cooled slowly in the furnace at a rate not exceeding 25° C per hour for the first 200° C. A slightly faster rate of cooling after this is allowable.
Sub-critical Annealing
Where slow cooling or pack annealing is not feasible and or where minimum decarburisation is required sub-critical annealing can be employed. This method consists of heating the steel to 700° C equalising at this temperature as above followed by furnace cooling to 500° C. After reacher 500° C the parts can be air-cooled.
Stress relieving
This may be advisable if extensive machining has been carried out. Heat the parts slowly to 600° – 625° C, equalise and hold at this temperature for 1 hour and air cool.
Hardening
Direct method (standard method)
When oil hardening steel heat slowly and uniformly to 790° C – 810° C depending on section size. Larger work pieces may benefit from a short preheating to and equalising at 650° C.
Equalise at 790° – 810° C for a period of time depending on section thickness and quench in a proprietary quenching oil. Remove the work from the oil whilst still warm (80° – 100° C) and temper immediately.
Learn more about what is quenching?
Martempering method
For tools containing wide changes of section i.e. thin and thick sections, corners or numerous holes the martempering method of hardening is an alternative to the direct quench. This method can help to prevent cracking but necessitates the use of salt bath quenching facilities.
The work piece is heated as for direct hardening but is quenched into molten salt standing at 200° – 210° C. Hold in the salt bath until the work has fully equalised at the above temperature (maximum time 8-10 mins) and air cool to 80° C – 100° C. The work should then be immediately tempered.
Tempering
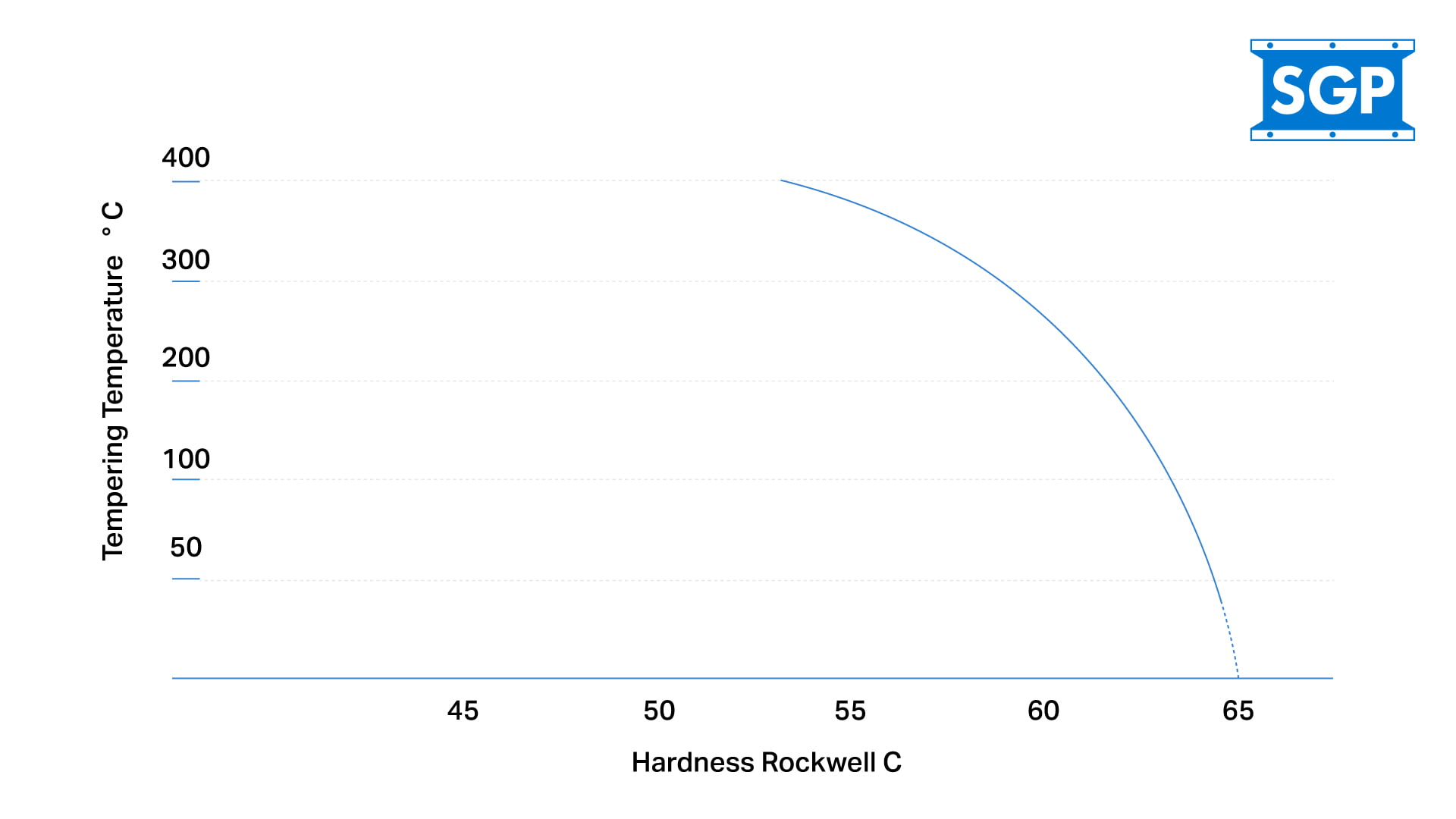
Tempering is necessary to relieve residual stress induced during hardening and must immediately follow the hardening process ideally whilst the work is still warm. Any delay i.e., due to unavailability of furnace or removal of oil etc.,can result in formation of hardening cracks. Tempering also is required to reduce the as quenched hardness from a typical hardness of 62 – 63Rc to that required. Typical Rockwell hardness figures against tempering temperatures are given below:
| Temper Temp. | 200° C | Hardness | 60 Rc |
| 250° C | 58 Rc | ||
| 300° C | 57 Rc | ||
| 350° C | 55 Rc |
The time required for tempering should not be less than one hour. Hardness versus tempering temperature is shown in the chart. Note that a variation of up to +/- several Rockwell “C” points can be expected depending on the variables involved in the hardening and tempering process.
Distortion
The minimum degree of distortion in AISI 01 Ground Flat Stock due to quenching and tempering is dependent on the following factors:
| Original condition | Optimum – Fully annealed |
| Hardening temperature | Optimum – Lowest consistent with full hardness |
| Tempering temperature | Optimum – 150 – 200° C |
When quenched in oil from 790° C this can be expected to give:
- An approximate increase in length of 0.0005″ per inch
- An approximate increase in width and thickness 0.0015″ per inch
When quenched and tempered at 150° C this increase may be reduced by 1/3.
In practice, an average dimensional change if plus 0.001″ per inch of the section may be assumed for AISI 01 Ground Flat Stock oil quenched from 790° C and tempered at 150° C.
Tempering above 200° C may be expected to increase the above figure. These figures do not apply to hardening by the martempering method which can be expected to give a marginally higher increase.
Shape distortion
The above figures do not take into account losses due to scaling or shape distortion i.e., bending or sagging due to lack of adequate support.
Fault diagnosis
Faults in hardening can occur and some of the more common reasons and or remedial actions should be applied to try to remedy the problem. These are as follows:
Low as quenched hardness
Item could have lost too much heat between the furnace and oil bath. The hardening furnace temperature may be too low: is this due to faulty furnace instrumentation? Quenching oil too hot, leave to become cooler (within 30 – 50° C).
Low surface hardness
Usually due to decarburised surface. This may be due to hardening temperature being too high or excessive time in the furnace.
High hardness after tempering
Increase tempering time or re-temper at a higher tempering temperature depending on by how much.
Low hardness after tempering
Tempering time too long, or tempering temperature too high.
Quench cracks
Most common reason due to excessive time delay between hardening and tempering. High hardening temperature, insufficient time or too long at the hardening temperature, causing decarburisation. Tool not properly quenched, removed from oil too soon, it should have been hotter than 80 – 100° C at time of removal from quenching oil.
Quenching oil too cold – oil temperature should be a minimum of 20° C.
Work piece with less simple shapes, sharp changes of section, holes close to edges may require more specialised treatment to reduce the onset of cracking.
Sharp corners and re-entrant angles must be radiused, holes near edges packed kaowool.
Heat treatment may include preheating prior to hardening, individual quenching and, if available, martempering.
Deep machining marks or scratches on the tool should be avoided if possible.
Note: All statements made in this article are for guidance only and are made without accepting any liability.
For more information about Sheffield Gauge Plate and our service offering, contact us today.